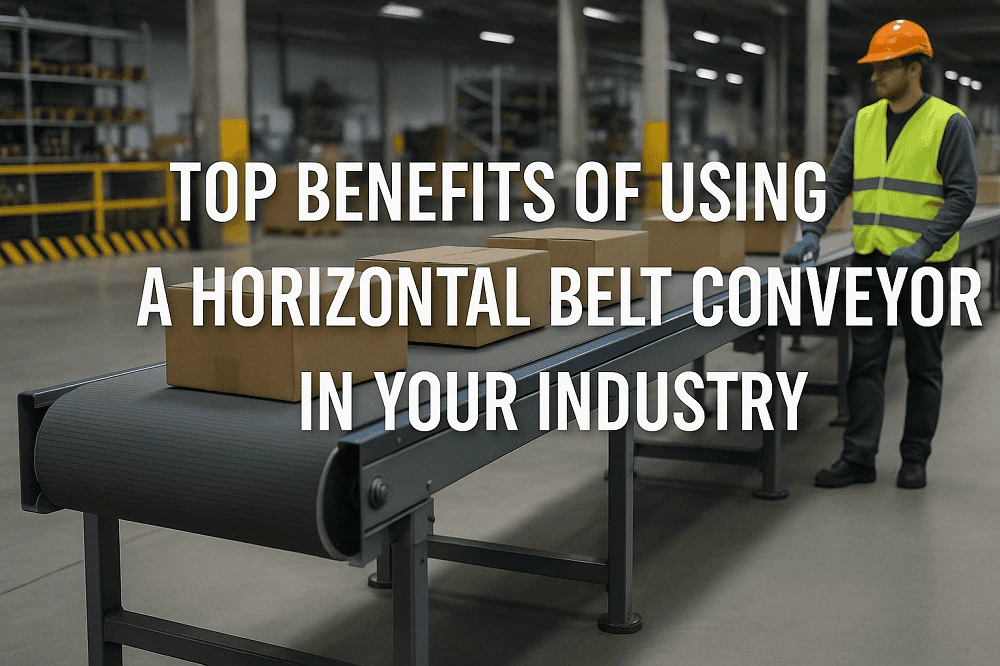
A horizontal belt conveyor is one of the most common material handling systems used in industries today. It is simple, effective, and cost-efficient. This conveyor uses a flat belt stretched over rollers or pulleys to move products in a straight line. Businesses in manufacturing, packaging, warehousing, and logistics rely on it every day.
If you want to improve the flow of materials in your facility, a horizontal belt conveyor can be the right choice. In this article, we will explore the top benefits of using a horizontal belt conveyor in your industry and why it is a smart investment.
1. Efficient Material Handling
One of the biggest benefits is efficiency. A horizontal belt conveyor moves items smoothly and consistently from one point to another. Workers do not have to carry heavy loads manually. This reduces fatigue and speeds up operations.
With a conveyor, material handling becomes predictable. Products reach their destination on time, which keeps production running without delays. This consistency is crucial for businesses that need to maintain steady output.
2. Increased Productivity
When you automate the movement of goods, employees can focus on other important tasks. A conveyor system keeps materials moving 24/7 without stopping for breaks. This means more products are handled in less time.
In industries like food processing, pharmaceuticals, or e-commerce, even small time savings can lead to big productivity gains. Faster transportation also allows companies to meet tight deadlines and improve customer satisfaction.
3. Reduced Labour Costs
Manual lifting and carrying require more manpower. With a horizontal belt conveyor, fewer workers are needed to move goods. This saves labour costs and allows you to allocate staff to higher-value jobs.
It also helps reduce workplace injuries caused by lifting heavy items. Fewer injuries mean lower compensation claims and less downtime. This is a win-win for both the employer and employees.
4. Versatility for Different Products
Horizontal belt conveyors are very versatile. They can handle small parts, boxes, cartons, bulk materials, and even fragile products. The flat surface of the belt provides good support, preventing damage.
You can also choose belts made from different materials like rubber, PVC, or fabric. This allows you to transport items with special requirements, such as food-grade products or abrasive materials.
5. Space-Saving Design
Space is valuable in any industry. A horizontal belt conveyor can be customised to fit your available area. It can run under machinery, along walls, or even overhead in some designs.
This flexibility helps you make better use of floor space and create a smooth workflow without blocking other operations.
6. Energy Efficiency
Modern belt conveyors are designed to consume less energy. The motors are efficient and the belts have low friction, which means less power is needed to move materials.
This not only reduces electricity costs but also supports your company’s sustainability goals. Energy-efficient equipment is better for the environment and helps you meet green standards.
7. Low Maintenance Requirements
A horizontal belt conveyor is simple in design, which means fewer parts can break down. Regular cleaning and occasional belt adjustments are usually enough to keep it running.
This low maintenance requirement reduces downtime and ensures continuous operation. When serviced on schedule, a conveyor can last for many years, giving you a strong return on investment.
8. Better Safety for Workers
Manual handling of heavy materials can cause back injuries, muscle strain, and accidents. A conveyor system reduces the need for workers to lift and carry goods.
Safety guards and emergency stops can be installed on the conveyor to prevent accidents. A safer workplace means happier employees and fewer disruptions in operations.
9. Easy Integration with Other Systems
Horizontal belt conveyors can be integrated with other equipment such as packaging machines, sorters, and robotic arms. This creates a fully automated production line.
Automation improves accuracy, reduces errors, and speeds up overall production. Businesses that want to scale operations find this integration very valuable.
10. Cost-Effective Investment
Although buying a conveyor system requires an initial investment, the long-term benefits make it cost-effective. Reduced labour costs, fewer injuries, and improved productivity quickly cover the expense.
Since the system is durable and reliable, it continues to deliver value for years. For any growing business, it is an investment that pays off in efficiency and savings.
Conclusion
A horizontal belt conveyor is more than just a tool for moving products. It is a solution that improves efficiency, reduces costs, and boosts productivity across different industries.
From safer work environments to faster operations, the benefits are clear. If you want to streamline your process and stay competitive, now is the time to consider installing a horizontal belt conveyor in your facility.








Sign in to leave a comment.